IntroducciónEl desarrollo de la industria en las últimas décadas ha tenido grandes cambios, la rapidez con que evolucionan los negocios obligan a la búsqueda de diversas estrategias y métodos que garanticen la estabilidad y permanencia de las empresas ante la creciente competitividad mundial (García, 1995).
La búsqueda de mejora continua, reducción de costos y maximización en el aprovechamiento de los recursos lleva a las empresas a valerse de distintos medios para mantenerse siempre productivas y rentables ante las necesidades cambiantes de su entorno (Pigueron, 1994). Los elevados estándares de la globalización afectan a cada una de las empresas sin importar su ubicación debido a la aparición de mayores exigencias para permanecer dentro del mercado.
Para empresas con alto grado de automatización donde el uso de las máquinas para producir es dependiente, no se debe prescindir de las refacciones adecuadas, para que en el momento de disminución de productividad, con estas piezas de recambio se puedan recuperar su estado óptimo de operación, para ello el factor humano es un recurso muy importante para un sistema productivo, ya que por más altos niveles tecnológicos que cuente una empresa, se necesita del hombre para la administración, gestión y análisis de los distintos procesos dentro de una compañía.
Para el cumplimiento de las demandas de un mantenimiento de alto desempeño y un control estricto de una diversa cantidad de materiales, se debe de contar con un almacén de refacciones correctamente manejado y controlado, debido a que es el sitio donde se concentra lo necesario para apoyar a las áreas productivas y donde se manejan altos volúmenes de capital de trabajo.
Antecedentes.
Cervecería Cuauhtémoc Moctezuma SA de CV planta Navojoa (CCM) se creo el 9 de diciembre del año 1991 y se dedica a la elaboración, envasado y distribución de cervezas, esta empresa al igual que otras industrias cuenta con un departamento de almacén de refacciones, ya que ello es la base para contar con lo necesario para la continuidad del funcionamiento de las máquinas. El departamento de almacén de refacciones de CCM actualmente presenta síntomas de faltantes de refacciones para mantenimientos, existe solamente un 81% de las entregas de los pedidos a tiempo, y aproximadamente el 40% de las mercancías que actualmente se manejan para stock son de lento movimiento. Al realizar investigaciones sobre proyectos que mejoren la estructura de trabajo del departamento de almacén de refacciones de CCM, no se encontraron planes de trabajo realizados, razón por la cual este trabajo pretende realizar un estudio a la administración de materiales que se desarrolla en dicha empresa. Existe interés por los directivos por los resultados que este presente proyecto puede aportar al mejoramiento del manejo de materiales.
Planteamiento del problema.Cuando una empresa necesita de refacciones para reemplazo en sus máquinas y con ello asegurar que esas piezas se encuentren físicamente disponibles para las necesidades de la compañía es necesario captar el significado de controlar inventarios reales como intangibles (Muller, 2005), por ello es importante el conocimiento de llevar controles operativos físicos y controles contables de los inventarios (Morales, 1989). Dentro de la organización de CCM Navojoa actualmente se presentan irregularidades en su proceso de abastecimiento de refacciones las cuales repercuten directamente al mantenimiento eficiente de las máquinas. Debido a esto se realizo un análisis por medio de la metodología de sistemas suaves para detectar que afecta ésta situacion, los resultados fueron los siguientes:
Las actividades realizadas para estudiar y determinar las causas que están generando las anomalías en el proceso de abastecimiento se basa en los estadios de la Metodologia de sistemas suaves de Checkland y son los que se mencionan a continuacion:
1. La situación problemática no estructurada.
2. La situación problemática estructurada.
3. Definiciones esenciales de los sistemas.
4. Modelos conceptuales de las definiciones esenciales.
5. Comparación de los modelos con la realidad.
6. Definición de cambios deseables y factibles.
En todo este proceso de estudio de la metodología de Checkland se obtuvo que el sistema pertinente administración de materiales cuenta con mayores áreas de oportunidad y desviaciones con la forma de operar según los procedimientos establecidos. Aunado al estudio anterior se investigó sobre trabajos previamente realizados al sistema de información con el que actualmente CCM se encuentra laborando que es desde principios del año 2002, donde no se encontró estudio alguno, lo cual a la fecha son 5 años de manejo del inventario bajo un mismo esquema. Esto provoca desconfianza en los usuarios sobre si los datos del sistema son los adecuados para las necesidades actuales y acorde a las demandas.
Cervecería planta Navojoa ha incrementado su producción en un 36% en los últimos 5 años, razón por lo cual actualmente las máquinas tienden a un desgaste mayor por el incremento en su utilización. Es por ello que se necesita realizar estudios que permitan mostrar tendencias y analizar el comportamiento de los materiales lo cual nos permitirá abordar la siguiente pregunta: ¿Cuál es el programa de administración de materiales que garantizará el abastecimiento del almacén de refacciones de Cervecería Cuauhtemoc Moctezuma Planta Navojoa para ofrecer las refacciones necesarias de los equipos usados en los procesos productivos?
Justificación.
La meta principal de una empresa es elevar sus índices de productividad que debe ser vista como un medio no como un fin, pero en los negocios la delantera es de aquellos que más que invertir grandes sumas de dinero en innovación y desarrollo se ocupan de analizar cuidadosamente las necesidades tanto propias como del mercado (García, 1995).
El fin de analizar es conocer los elementos que constituyen el trabajo y con ello definir las operaciones indispensables que permita detectar todo lo que pasa, y con ello poner en evidencia todo lo ocurre. Los propósitos de los inventarios son varios, pero el mas importante es el de mantener en existencia de manera equilibrada lo que se necesita y lo que se procesa (Muller, 2005).
El desarrollo de un almacén de refacciones sin análisis de movimientos, impide la actualización de las nuevas necesidades de cualquier empresa, esto provoca que no se tenga la cantidad correcta de capital invertido, lo cual genera considerables costos financieros por excesos, ocupación innecesaria de espacio en el almacén, incorrectos puntos de máximos y mínimos entre otros inconvenientes (Morales, 1989). Estas razones generan mala planeacion de mantenimientos en cualquier empresa ya que impide contar con las piezas de recambio que la planta demanda.
La optimización de las piezas de repuesto ha sido objeto de análisis intensivo tanto por la industria como del sector académico ya que cuando se tiene una buena administración de refacciones esta comprobado que los costos de administración de los materiales y producción se reducen notablemente. (Díaz y Lorenzo, 2006).
El realizar un estudio en el sistema de información SAP R/3 (System Applications and Products) de movimientos de refacciones de CCM, permitirá tener mejores porcentajes de cumplimiento en almacén, se reducirá el capital de trabajo, evitará costos por urgencias, retrasos de producción por falta de existencias, brindará una base para mejorar las políticas de compras al aprovechar las facilidades que un almacén controlado puede dar. Con este trabajo se pretende establecer las características del inventario adecuado para las necesidades actuales que existen en CCM, así como trabajar sobre los materiales que realmente tienen importancia para las distintas aplicaciones en el proceso cervecero.
De no efectuarse el estudio, impactará administrativamente al seguir padeciendo de piezas faltantes por una inapropiada clasificación de las refacciones, así como económicamente al continuar con materiales innecesarios y ociosos en el los anaqueles del almacén de refacciones, lo cual implicaría que se siga utilizando el mismo método de trabajo sin tomar en cuenta las necesidades de los usuarios.
Objetivo general.Diseñar un programa de administración de materiales en el almacén de refacciones de Cervecería Cuauhtemoc Moctezuma Planta Navojoa, para determinar un plan continuo de trabajo que minimice los costos de dicho departamento, mediante análisis de materiales ABC y puntos de reorden. Este objetivo se desglosa en los siguientes objetivos especificos.
1. Establecer la base de datos total de los materiales registrados para delimitar los ítems registrados y respectivos consumos históricos de CCM Navojoa.
2. Clasificar las refacciones del almacén de refacciones mediante la técnica ABC para identificar los materiales de mayor utilización y relevancia de la compañía.
3. Fijar el stock apropiado de las piezas de recambio a través de control de inventarios y máximos y mínimos para establecer el nivel de capital de trabajo adecuado para el almacén de refacciones.
4. Conjuntar la información para diseñar estrategias que permitan eficientar el cumplimiento de almacén de refacciones mediante técnicas de administración de materiales.
Delimitaciones.Debido a que Cervecería Cuauhtemoc Moctezuma cuenta con 6 plantas operando en la actualidad, este proyecto solo se realizará en Planta Navojoa y se enfocará únicamente en almacén de refacciones del periodo de Enero del 2002 a Enero del 2007 debido a que es el tiempo que tiene funcionando el sistema de información mas reciente de CCM y se analizarán únicamente pedidos y materiales porque son los factores que impactan a la eficiencia del almacén.
Limitaciones.
Solo se cuenta con registro de cinco datos anuales de historial de consumo para pronosticar.
Marco TeóricoLa administración de materiales constituye un rubro de gran importancia en el estudio de la planeación y el control de la producción debido a que esta considera la disponibilidad de los materiales, componentes y ensambles los cuales hay que adquirir, administrar y controlar (Narasimhan et al., 1997)
La planeación de los requerimientos de los materiales, la producción a tiempo y un énfasis renovado en la calidad y productividad requieren un reexamen de muchos de los conceptos tradicionales de compras. La administración efectiva de los materiales y las compras contribuyen significativamente al éxito de las organizaciones. La escena de abastecimientos rápidamente cambiante, con ciclos de abundancia y escasez, con precios variables, tiempos de producción y disponibilidades proporcionan un continuo desafío a esas compañías que desean obtener la máxima contribución de ellas. El comportamiento de la función de materiales se puede visualizar en dos contextos: evitar problemas y oportunismos.
Toda organización es dependiente en grado variable de los materiales. Según García (1995) el almacén es una unidad de servicio en la estructura orgánica y funcional de una empresa con objetivos bien definidos de resguardo custodia, control y abastecimiento de materiales y productos. La función de administrar el departamento de almacén de cualquier tipo que este sea depende de varios factores, tales como tamaño, plan de organización de la compañía, grado de centralización deseado, variedad de productos que se fabriquen, flexibilidad de los equipos, y facilidades de manufactura y de programación de la producción. Inventario son las existencias de cualquier artículo o recurso utilizado en una organización. (Chase et al., 2000) pero desde el punto de vista operacional son recursos ociosos que poseen un valor económico (Monks, 1991).
Dentro de una organización cuando se necesita comprar un artículo, es molesto saber que no está en las existencias. Para la empresa también es frustrante carecer de las piezas y materiales buscados, pero ¿Cómo puede una empresa evitar que se agoten las existencias? Mantener grandes cantidades de inventario es la estrategia tradicional para proteger a una empresa contra la incertidumbre. En la práctica, sin embargo, los inventarios grandes incrementan los costos y disminuyen la capacidad de respuesta de la empresa frente a los mercados (Noori 2000). Es por ello que es importante llevar la dirección continua de las operaciones que mantengan en un nivel optimo las existencias de los almacenes los cuales habrá que analizar las necesidades de los programas de producción y las oportunidades económicas de abastecimientos para determinar el nivel optimo de cada artículo que esta definido como la cantidad de existencia que resulta del equilibrio de un mínimo de inversión, costo de operación y un mínimo de riesgo por tener faltantes entorpezca la producción (Tawfik, 1984).
El punto de reorden es el nivel de inventario a partir del cual se decide ordenar los materiales. Este punto se establece para asegurar la disponibilidad de los artículos en los periodos de reabastecimiento, designa una cantidad que esta en función de la tasa de la demanda durante un periodo de reabastecimiento o demora en la entrega (Tawfik ,1984).
El análisis ABC ofrece al administrador del sistema de inventarios los parámetros útiles para identificar el tipo de control que requiere cada artículo a fin de llevar un control eficiente de inventarios (Narasimhan et al., 1997) incluso Monks (1991) afirma que es un método ampliamente usado para categorizar inventarios de acuerdo a cantidades y valores. La aplicación de esta técnica reduce el esfuerzo del administrador ya que le permite identificar los materiales de mayor utilización a los cuales habrá de enfocar jerárquicamente su esfuerzo (Leenders, 1992). Este sistema de clasificación sirve para que los administradores controlen el inventario y los costos relacionados con el inventario al dedicar tiempo y esfuerzo al elemento donde obtienen el mayor beneficio (Noori, 1997).
El proceso de la clasificación ABC según es el siguiente (Tawfik, 1987):
1. Los artículos se clasifican en orden creciente o decreciente, tomando como base el gasto anual promedio o la inversión anual.
2. Se suman los valores de todos los artículos del almacén. El resultado representa la inversión total anual.
3. El valor de cada artículo se convierte en el porcentaje del total de la inversión anual.
4. Los artículos se reparten en los tres grupos A, B, C:
a) El grupo A, que representa ente el 70% y 80% del consumo anual total contiene el 10% al 20% de los artículos.
b) El grupo B, que representa ente el 15% y 20% del consumo anual total contiene el 30% al 40% de los artículos.
c) El grupo C, que representa ente el 5% y 10% del consumo anual total contiene el 40% al 50% de los artículos.
La metodología de sistemas suaves (SSM) es usada para apoyar y estructurar el pensar y el intervenir en problemas complejos de las organizaciones. La SSM es una metodología que tiene como objetivo introducir mejoras en áreas de interés social al activar entre la gente involucrada en la situación un ciclo de aprendizaje que idealmente no tiene fin. El aprendizaje se lleva a cabo mediante el proceso iterativo de usar conceptos de sistemas para reflexionar sobre y debatir las percepciones del mundo real, llevando a cabo acción en el mundo real, y de nuevo reflexionar sobre los sucesos que ocasionó el uso de los conceptos de sistemas (Checkland, 2000).
La descripción general y común de la Metodología de Sistemas Blandos es la que se muestra a continuación, en la cual se presentan como un proceso de siete estadios (Checkland, 2000).
1. La situación problemática no estructurada
2. La situación problemática Estructurada
3. Definiciones esenciales de los sistemas
4. Modelos conceptuales de las definiciones esenciales
5. Comparación de los modelos con la realidad
6. Definición de cambios deseables y factibles
7. Acción para mejorar la situación
ResultadosUna vez llevadas a cabo las actividades del procedimiento de este estudio se obtuvieron varios resultados que impactan al almacén de refacciones, los cuales se presentan a continuación:
Base de datos de almacén de refacciones de CCM
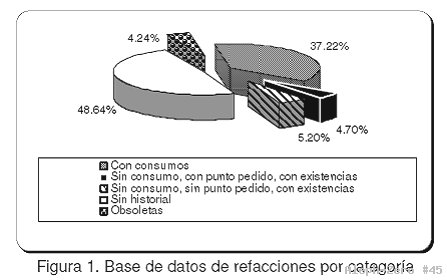
Después de haber realizado una corrida en el sistema de informacion de Cerveceria del sistema SAP se analizaron los datos obtenidos y se obtuvo un registro de 21,971 refacciones para el sistema de CCM Navojoa. Los cuales fueron divididos en cinco categorías.
El resultado obtenido es dos categorías de refacciones a discriminar para efectos del análisis: sin historial y obsoletas ya que no presentan historial de ningún tipo y por ser materiales ya eliminados para uso de CCM, esto indica que más de la mitad de los registros no son relevantes para el estudio, lo cual hace que el trabajo se centre en el 47.12% restante de los materiales.
El 37.22% de la población del total de refacciones ha tenido consumos que representan la atención principal por tener utilización para CCM, pero también se tiene un 9.90% de materiales con área de oportunidad de reducción al capital de trabajo ya que no han presentado movimiento alguno en 5 años
 Clasificación de refacciones ABC
Clasificación de refacciones ABCUna vez realizada la clasificación de las refacciones, se trabajo en la categoría “Con consumos” para realizar la clasificación ABC según el porcentaje de utilización de acuerdo a la ley de Pareto del 80% – 20%. En la tabla 2 muestra los resultados obtenidos al aplicar el método ABC
La clasificación A representa el 80% de la utilización anual que se tiene en CCM con tan solo el 12.85% de la población de los materiales que tienen consumos, esto representa grandes riesgos para los mantenimientos como para producción de no contar con estas piezas de recambio al momento de ser requeridas, por lo cual se requiere alto grado de control y con revisiones frecuentes por su impacto tanto en el proceso como en lo económico.
La clasificación para B fue de 19.99% de la población, estas piezas indican el 15% de utilización consecutiva a la clasificación A, por lo cual requiere de un grado de control normal, generación de pedidos normales, menor dedicación y no resultaría con tanto impacto al capital de trabajo como la clasificación A.
La clasificación C es de 67.16% de la población, pero esta solo refleja el 5% de la utilización, que por su bajo costo y frecuencia de uso, son de poca relevancia, debido a esto, el control es mínimo, se recomienda generarse en ordenes de periodos de 1 a 2 años, lo mas conveniente es tenerlos en stock por su baja utilización, además que no representan un alto costo para el capital de trabajo de CCM.
El resultado obtenido nos muestra una notoria mejoría en la clasificación de los materiales, ya que inicialmente la clasificación de los materiales A representaba el 8.63% de la utilización anual, que dejaba un 71.37% de utilización en otras clasificaciones, ya que la clasificación A debe ser del 80%, los materiales B se
excedían, ya que su utilización debía ser 15% y antes de reclasificarse estos representaban el 43.20% y la clasificación C que es la de menor utilización concentraba una utilización del 48.17% y con el estudio realizado se asigno su 5% de utilización correspondiente.
Determinar el tamaño de muestra
La muestra obtenida de la población de 1055 refacciones de la clasificación aplicando la formula arroja una muestra representativa de 88 muestras.
Stock apropiado de las piezas de recambio
Una vez recabada la información las 88 muestras se procedieron a pronosticar la demanda, calcular los máximos, puntos de reorden, cantidad económica a ordenar y esta arrojo los siguientes beneficios:
Diseño de estrategias para eficientar el cumplimiento de almacén de refacciones
La primera estrategia para eficientar el cumplimiento del almacén fue analizar las 1032 refacciones sin consumo, con punto de pedido con existencias y lo realizado fueron las siguientes actividades:
A) Se identificó a 291 refacciones que contaban con punto de pedido y se tenían registradas como consumos inmediatos y programables, a las cuales se les eliminó el nivel de reorden, y fueron tomadas por medio de planeación de mantenimiento, con esto se beneficiará en una reducción del capital del trabajo de $25,445.93.
B) Se eliminó el punto de pedido a 65 materiales, lo cuales se identificaron como programables (por orden de trabajo para mantenimiento) esto significa $99,710.24 de reducción al capital de trabajo.
C) De las restantes 676 piezas se propuso reducir sus niveles de reorden en 1, ya que estas piezas son de seguridad y se tienen mínimos superiores a 1. Al no solicitarse de nuevo a su anterior máximo representará una reducción al capital de trabajo de $360,285.54 MXN que se verá reflejado al momento de su uso; debe de tomarse en cuenta que esa pieza no se debe de modificar el máximo hasta el momento de que se vuelva a solicitar, de lo contrario provocaría un excedente de inventario.
La segunda estrategia fue trabajar en las refacciones sin consumo, sin punto de pedido con existencias donde se realizó la identificación de los materiales que están registrados como materiales por consumo inmediato y programables para la utilización en mantenimientos, ya que estos ítems, son materiales que se tienen registrados para ejecutarse en ordenes de trabajo y se están solicitando a comprar en lugar de tomarse de su ubicación, esto representa una disminución del capital de trabajo de $650,797.69 MXN.
Se concluye que con las acciones realizadas se obtiene una disminución de 21.89% del capital de trabajo con el que actualmente labora CCM esto se ve reflejado en un decremento de $2,234,196.11 MXN donde la planta operara de una manera mejor administrada y organizada. En la tabla 4 se muestran los resultados de cómo se beneficia el capital de trabajo de CCM.
Por acciones inmediatas realizadas de este estudio, se obtiene el beneficio en reducción de capital de trabajo de $775,953.86 MXN que puede llegar a un máximo de $2,234,196.11 MXN debido a que $360,285.54 MXN se verán reflejados hasta que el consumo se realice y que 1,097,956.71 MXN se empezaran a manifestar una vez que el departamento planeación de mantenimiento apruebe los nuevos máximos y puntos de reorden calculados. Para llegar a ese tope de beneficio es necesario una constante revisión y apoyo para el consumo por parte de planeación y ejecución del mantenimiento para que esas piezas vayan saliendo del almacén de refacciones y sean analizadas continuamente para saber si realmente son necesarias seguir conservándose.
Método La información presentada en este estudio es del área de almacén de refacciones de Cervecería Cuauhtémoc Moctezuma SA de CV planta Navojoa pertenece al departamento de Servicios Técnicos el cual es administrado por el Coordinador de Almacén de Refacciones y un ayudante para el desarrollo de las actividades de dicho departamento. Ésta se divide en dos pisos para ofrecer las refacciones y materiales a las distintas áreas de la empresa, su planta baja ofrece las refacciones y materiales para los departamentos de Elaboración, Tratamiento de Aguas, Salas Frías, Calderas, Refrigeración, Envasado, Aseguramiento de Calidad y Administrativo y la parte alta es usada para organizar y armar las distintas piezas que se necesiten para la ejecución de una orden de trabajo.
Para lograr el diseño de un programa de administración de materiales para CCM Navojoa primeramente fué necesario detectar todos los materiales que se encuentran registrados para dicha planta ya que algunos registros son compartidos con las otras 6 plantas o son exclusivos de algunos de ellas. Los pasos que se llevaron a cabo son los siguientes:
Obtención del registro de materiales.El detectar todos los materiales registrados en la base de Datos de CCM planta Navojoa fue realizado por medio de la herramienta SAP donde por medio de la transacción ZIM011 se obtuvo dicha información. Para su análisis se necesitó transferir los datos arrojados por SAP a EXCEL por medio de una interfase que cuenta SAP para el establecimiento de la base de datos a analizar.
Determinación de consumos.Una vez que se obtuvo la base de datos, se utilizó la transacción MMBE del sistema SAP para determinar los consumos históricos de cada uno de las refacciones obtenidos en la base de datos. Para poder agrupar los consumos de cada uno de los materiales de manera anual fue necesaria la creación de una Macro en paquete EXCEL 2003 ya que la forma en que el sistema SAP arroja la información de movimientos de cualquier material es por evento, donde indica la cantidad consumida y la fecha que fue efectuado el movimiento.
Clasificación de las refacciones.
Posteriormente la base de datos se dividieron en cinco categorías las cuales se definen a continuación:
a) Refacciones con consumos: Son las refacciones que presenta al menos un consumo en el periodo de análisis del proyecto.
b) Refacciones sin consumo, con punto de pedido con existencias: Son las refacciones que no presentan ningún consumo en los cinco años de análisis pero cuentan con punto de pedido y tiene existencia en el almacén de refacciones.
c) Refacciones sin consumo, sin punto de pedido con existencias: Son las refacciones que no presentan ningún consumo en los cinco años de análisis sin punto de pedido y cuentan con existencia en el almacén de refacciones.
d) Refacciones sin historial: Son las refacciones que no presentan consumo en los cinco años de análisis sin punto de pedido y tampoco existencia en el almacén de refacciones. Esta clasificación se elimina al no tener relevancia por no tener historia de consumo, ni existencia en el almacén.
e) Refacciones Obsoletas: Son aquellos materiales que no se utilizarán más por estar descontinuada su fabricación y uso. Esta clasificación se elimina ya que estas refacciones no se volverán a usar por CCM Navojoa.
La finalidad de categorizar fue la de segmentar las estrategias de acción y eliminar la información que no es necesaria trabajar como el caso de materiales sin historial por no tener registro de ningún tipo y las refacciones obsoletas las cuales se dejaron de utilizar por haberse dejado de fabricar.
Identificación y separación de refacciones.
Una vez divididas en las categorías antes mencionadas la base de datos, se identificaron y separaron los materiales de seguridad ya que para todo almacén de refacciones debe de manejar sus excepciones y precauciones sin importar la cantidad de movimientos generados para protección de las áreas productivas y cuidado del capital de trabajo.
Clasificación ABC.
El siguiente paso fue clasificar las piezas de recambio por medio de la clasificación ABC tomando en cuenta los productos que han tenido utilización en el periodo analizado.
Determinar el tamaño de muestra.
Una vez que se obtuvo la clasificación ABC se procedió a estimar el tamaño de muestra a analizar para los materiales A. Se utilizó la siguiente fórmula:
Donde la N es el universo, la Z es el nivel de confianza de 95%, la p es la probabilidad a favor, q es la probabilidad en contra. E se considera el error de estimación.
Pronósticos de consumos
En base a la muestra determinada, se seleccionaron los materiales de mayor utilización de la clasificación A, para pronosticarle su consumo en base al historial obtenido, utilizando el software WINQSB.
Determinación de máximos y puntos de reorden.
Se analizaron y establecieron los nuevos máximos y puntos de reorden de la muestra representativa de la población con clasificación A de mayor a menor para evitar el sobre inventario y faltantes de los productos de mayor utilización.
Estructura de Administración de materiales.
Este paso de la metodología consistió en conjuntar la información obtenida de CCM Navojoa para diseñar una estructura de administración de materiales que proporcione los materiales adecuados a contar en stock y como consecuencia disminuir el capital de trabajo. La estructura consiste en:
a) Para los materiales sin consumos, sin punto de pedido con y sin existencias se utilizaron las refacciones de consumo inmediato, programables y por órdenes de trabajo, así con ello reducir el capital de trabajo y organizar su abasto por medio de compras programables.
b) Para los materiales sin consumos, con punto de pedido con existencias se redujo el punto de pedido a una pieza, para que estas sean consumidas gradualmente sin ser compradas hasta el momento del punto de reorden uno, donde el Jefe de almacén eliminara el punto de pedido o reducirá el punto máximo a uno según la necesidad de contar como seguridad dicha pieza o el movimiento que presente.
c) A las refacciones identificadas por el departamento de planeación de mantenimiento que no volverán a ser utilizadas, se les eliminó el punto de pedido
d) A las refacciones identificadas como borradas, se les eliminó el punto de pedido
SoftwarePara la obtención de la base de datos de refacciones a analizarse se hizo uso de la herramienta SAP R/3 (System Applications and Products) el cual conecta por medio de interfases los distintos módulos que operan los departamentos que conforman CCM. Para el análisis de los datos recolectados, se utilizó el paquete Microsoft Excel 2003 para Windows, para captura de las clasificaciones que se generaron a partir de este estudio. Para la obtención de los nuevos máximos y puntos de reorden, se necesitó pronosticar datos de las refacciones, lo cual fue hecho a través del paquete computacional WinQSB Forecasting basándose en el historial de datos.
ConclusionesEl realizar una estratificación del total de refacciones existentes en CCM Navojoa permitió establecer que el 47.12% del gran total, son materiales que presentan relevancia para el estudio debido a ser materiales que tienen consumo, existencia o punto de pedido en el periodo analizado.
Con este trabajo se organizó apropiadamente los materiales que presentaban historial de consumo, por medio de la metodología ABC que de acuerdo con Monks, (1991) se reubicó los materiales que por su utilización acumularon consecuentemente 80% para “A”, 15% en “B” y el último 5% para “C”, ya que inicialmente eran muy desproporcionados los porcentajes de cada clasificación y por lo tanto su prioridad de atención no estaba establecida de manera correcta, debido a que nunca se había hecho un estudio que involucrara la población total de refacciones de CCM Navojoa para el desarrollo de sus actividades.
Contrastando lo que el mismo autor fundamenta sobre el porcentaje de artículos que representan el ABC, para “A” de 10% a 20%, de 30% a 40% en “B” y 40% a 50% en “C” difiere en B y C de acuerdo a lo obtenido con valores de 12.85% para “A” que esta dentro del rango, 19.99% en “B” la cual esta por debajo del rango y 67.16% el cual se excede al superar el rango máximo.
El recalcular el stock apropiado de las piezas de recambio de acuerdo a Plossl (1987) permitió establecer cuales son los máximos y puntos de reorden que de acuerdo a su consumo debiesen de estar operando actualmente en el almacén de refacciones que por consecuencia mejoraron el capital de trabajo al reducirlo en $1,097,956.71 que representa 61.61% menos de las muestras representativas.
Aunque se basó en el procedimiento del Plossl (1987) se tuvieron que tomar limitantes y restricciones basado en la experiencia que no contempla el autor para recalcular el stock, debido a que algunos materiales tienen una cantidad mínima de compra condicionada por el proveedor o que por los costos aduanales o de flete las cantidades por ordenar tienen que ser mayor a lo obtenido al recalcular.
Para las refacciones sin consumo, con punto de pedido con existencias se identificó 356 materiales a solicitar como programables, y 676 materiales se redujo su punto de reorden a 1 ya que son piezas de seguridad que no se han movido en 5 años, con estas medidas se obtuvo una reducción de capital de trabajo $ 485,441.71, la cual representa un 30.19% menos para esta clasificación. Para las refacciones sin consumo, sin punto de pedido con existencias se identificó 115 materiales que se requerían por una solicitud para compra cuando eran programables; se tomaron del almacén representando una disminución del capital de trabajo de $ 650,797.69, lo cual representa un 35.67% menos para esta clasificación.
El beneficio total de disminución de capital de trabajo fue de $ 2,234,196.11, representando una disminución 21.89% de materiales innecesarios en el almacén lo cual permitirá hacer uso de ese dinero en otras inversiones y tener una mejor administración y control del almacén de refacciones.
Este estudio se puede extender a las otras 5 plantas cerveceras de esta organización, ya que estas condiciones son aplicables a las otras empresas del grupo, por tener los mismos proceso productivos y contar con los mismos principios en la administración del almacén, mas cabe señalar que las condiciones variarían ya que las producciones y tiempos de cada una de ellas son distintas.
La empresa bajo estudio obtuvo los puntos de reorden de las refacciones requeridas con mayor demanda, con esta información la empresa puede disminuir la inversión en inventarios, ya que los pedidos los realizará únicamente cuando se llegue al punto de reorden y no antes. Esto a su vez traerá como consecuencia el no excederse con material almacenado evitando las pérdidas por daños y obsolescencia que pudieran sufrir estos productos.
Con el desarrollo y aplicación de este trabajo se logró analizar y establecer el inventario indicado para el almacén de refacciones ya que al contar con la administración apropiada se realizarán pedidos únicamente cuando las refacciones lleguen a su nuevo punto de reorden y no antes, como consecuencia esto satisfará la demanda de las piezas, evitando excedentes o faltantes. Además esto beneficia en la reducción del capital de trabajo por la depuración de piezas y por la determinación del stock adecuado para laborar en la empresa, lo cual brinda un mejor servicio a las áreas de mantenimiento y productivas y la oportunidad de invertir en otros rubros por el mejoramiento del capital.